


轨道板模具 是在中国生产与日本"佐贺工业株式会社"一脉相承的轨道板模具,是目前国内能生产与日本同品质轨道板模具的企业。
轨道板模具 专用日本HD高精度齿轮传动减速机SHG-40-160-2A-GR产品名称 轨道板模具 CRTS II型板在中国生产与日本"佐贺工业株式会社"一脉相承的轨道板模具,是目前国内能生产与日本同品质轨道板模具的企业。其特点为:
-- 运用日本NEC公司开发的计算软件,建立精准的力学模式进行严格的科学计算,使轨道板模具的各部强度和刚度及材料的运用都达到最理想的状态。
-- 设计上采用上下等刚度原理,使轨道板模具焊接后变形上下抵消,从理论上保证模具不变形,并且在使用过程中,由于上下刚度相等不会发生变形。
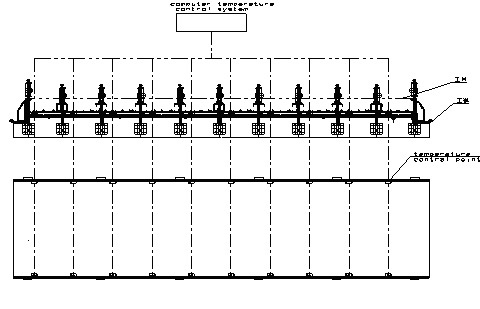
-- 制造焊接时采用计算机温度控制系统,在焊接部件上设立温度控制点,焊接时根据金属材料的特性使焊接点的温度不超过300℃。当达到300℃特定值后,此处停止焊接,等温度降低后再返回焊接,严格控制温度所产生的热变形。
-- 整体表面不平度不超过±0.1mm。
--应用获得专利的工艺,使制造出的轨道板模具同一性好,质量高,且模具的制造周期大大缩短。
--轨道板模具焊接后,时效消除应力后表面不平度不超过±0.25mm,机加工后,表面不平度达到±0.025mm,无需热较正,无热应力使轨道板制品不会产生内部裂纹。
轨道板模具 专用日本HD高精度齿轮传动减速机SHG-40-160-2A-GR--操作定位快捷方便,节省施工工期及人力。

(1)断面模量 (2)断面模量
Ix = 3910 cm4 Ix = 3925 cm4
(1)和(2)断面模量基本相等,所以上下刚度基本保持一样。
 日本制激光温度控制仪
日本制激光温度控制仪
1.设计优势 严格的科学计算和超强的CA2ED专业绘图软件。
采用上下等刚度原理。
2.制造优势 制造焊接时采用计算机温度控制系统和应用获得专利的工艺工装。
3.操作简单 检查方便
①设计当虑到工作人员各种操作动作、人体结构,以减少工人的疲劳为设计理念。
②设计时吸取了德国博格式预埋件定位销代替了旧日式的轨道板定位销,操作只需2个人进行开合即可,方便快速,减少操作危险性。
③模具上标有刻度,方便工人检查精度。
4..质量检查 建立档案 ①对于甲方提供的轨道板设计图纸把关;
②采购原材料:要求原材料,川荣重工质检记录;
③零部件验收合格记录,不合格产品不接收;
④模具组装前对主要构成板块进行质量检查,合格时签发令;
⑤在工作台点焊后进行精度测量检查;
⑥整体拼装检查合格,记录档案;
⑦出厂前客户验收,把理论与实测数据记录档案交付客户;
⑧构件厂安装调试合格验收。
5.精度高 寿命长 性能稳 不变形 ①整体表面不平度不超过±0.1mm。(已在博格板制造过程中实现)
②轨道板模具焊接、时效消除应力后表面不平度不超过±0.25mm,机加工后表面不平度能达到±0.025mm(博格板制造实例),无需热较轨道板模具 专用日本HD高精度齿轮传动减速机SHG-40-160-2A-GR正,无热应力使轨道板制品不会产生内部裂纹。
③模具寿命长,可重复使用1200次。
6.密封好 不漏浆 每个活动部件上均设有密封条,密封严实,防止漏浆,密封胶条全部原装进口。
7.附着式振捣器 振捣均实 采用侧振式,能节省振捣器数量,振捣器采用专用振捣器,在研制过程中,根据不同的工况要求,设计的振捣器。这种振捣方式,把工人从人工插入棒针对这种危险繁重质量不稳定的落后方式中解放出来。
自动化程度高 技术先进 国际 劳动强度低,长期不需要大修,运营成本低。
8. 采用日本原装进口振动橡胶垫
橡胶垫内有许多孔,振动时更有弹性,充分实现整体振动平台的效果.
9. 严格的工艺流程
