


焊缝专用HD执行元件SHA20A-121SG-C08A200V-10S17B-C-sp(英文名:weld)是焊件经焊接后所形成的结合部分。
1.平焊缝
2.角焊缝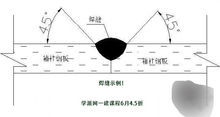
3.船形焊缝
4.单面焊缝
5.单面焊双面成形焊缝
按焊缝本身截面形式不同,焊缝分为对接焊缝和角焊缝。
对接焊缝:
按焊缝金属充满母材的程度分为焊透的对接焊缝和未焊透的对接焊缝。未焊透的对接焊缝受力很小,而且有严重的应力集中。焊透的对接焊缝简称对接焊缝。
焊缝专用HD执行元件SHA20A-121SG-C08A200V-10S17B-C-sp为了便于施工,保证施工质量,保证对接焊缝充满母材缝隙,根据钢板厚度采取不同的坡口形式.当间隙过大(3~6mm)时,可在V形缝及单边V形缝、I形缝下面设一块垫板(引弧板),防止熔化的金属流淌,并使根部焊透。为保证焊接质量,防止焊缝两端凹槽,减少应力集中对动荷载的影响,焊缝成型后,除非不影响其使用,两端可留在焊件上,否则焊接完成后应切去。
角焊缝:
连接板件板边不必精加工,板件无缝隙,焊缝金属直接填充在两焊件形成的直角或斜角的区域内。
直角焊缝中直角边的尺寸称为焊脚尺寸,其中较小边的尺寸用hf表示。
为保证焊缝质量,宜选择合适的焊角尺寸。如果焊脚尺寸过小,则焊不牢,特别是焊件过厚,易产生裂纹;如果焊脚尺寸过大,焊缝专用HD执行元件SHA20A-121SG-C08A200V-10S17B-C-sp特别是焊件过薄时,易穿透,另外当贴边焊时,易产生咬边现象。
1、一级焊缝要求对'每条焊缝长度的100%'进行超声波探伤;
2、二级焊缝要求对'每条焊缝长度的20%'进行抽检,且不小于200mm进行超声波探伤。
3、一级、二级焊缝均为全焊透的焊缝,并不允许存在如表面气孔、夹渣、 弧坑裂纹、电弧檫伤等缺陷;
4、一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同
检测等级
板厚(mm) A B C
评定等级 8→50 8→300 8→300
Ⅰ 2/3*δ;最小12。 1/3*δ;最小10,
30。 1/3*δ;最小10,
20。
Ⅱ 3/4*δ;最小12。 2/3*δ;最小12,
50。 1/2*δ;最小10,
30。
Ⅲ <δ;最小20。 3/4*δ;最小16,
75。 2/3*δ;最小12,
50。
Ⅳ 超过Ⅲ级者
注:①δ为坡口加工侧母材板厚,母材板厚不同时,以较薄侧板厚为准。
②管座角焊缝δ为焊缝截面中心线高度。
